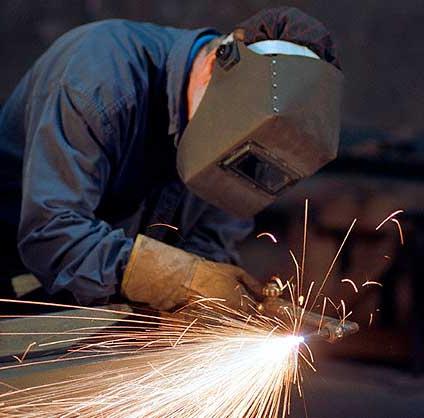
आधुनिक इलेक्ट्रिक आर्क वेल्डिंग
विद्युत चाप वेल्डिंग की आधुनिक तकनीकबर्नर या इलेक्ट्रोड के नियंत्रण का तात्पर्य है, विभिन्न उपकरणों का हेरफेर, स्थापित वेल्डिंग शासन, साथ ही साथ ऑपरेटिंग मोड, जो सीम कनेक्शन की गुणवत्ता को प्रभावित करता है। हालांकि, प्रभाव को बड़ी संख्या में कारकों द्वारा लगाया जाता है, जैसे इलेक्ट्रोड की गुणवत्ता और संरचना और अन्य वेल्डिंग सामग्री, सतह उपचार की स्थिति और सामग्रियों की प्रारंभिक तैयारी।

वेल्डिंग seams अलग में बनाया जा सकता हैस्थानिक आकार, आकार और आकार के विभिन्न प्रकार के होने के लिए। सशर्त वर्गीकरण में निम्न, छत, ऊर्ध्वाधर और क्षैतिज सीम स्थितियां शामिल हैं।
धातु के साथ आर्क वेल्डिंगएक विशेष कोटिंग के साथ इलेक्ट्रोड औद्योगिक संयंत्रों में वेल्डेड संरचनाओं के उत्पादन के लिए उपयोग की जाने वाली सबसे आधुनिक विधियों में से एक है। इस प्रकार की वेल्डिंग आपको मोबाइल, सरल और काफी कम समय में सभी आवश्यक नौकरियों को करने की अनुमति देती है। हार्ड-टू-पहुंच स्थानों अब कोई समस्या नहीं है - मैन्युअल इलेक्ट्रिक आर्क वेल्डिंग आपको आवश्यक भागों को जोड़ने की अनुमति देता है।
हालांकि, शामिल होने की किसी भी अन्य विधि की तरह,इस प्रकार में कुछ कमी है। उनमें से सबसे महत्वपूर्ण प्रक्रिया की कम उत्पादकता और वेल्डिंग विशेषज्ञ के कौशल और कौशल पर सीम की गुणवत्ता की प्रत्यक्ष निर्भरता है।

इसकी उपस्थिति के समय इलेक्ट्रिक आर्क वेल्डिंगएक पतली आयनकारी परत के साथ लेपित विभिन्न धातुओं से बने इलेक्ट्रोड का उपयोग करके किया गया था। इससे आर्क डिस्चार्ज की स्थिरता और विश्वसनीयता में वृद्धि हुई। फिर भी, सिवनी संयुक्त की विशेषताएं कम थीं। आधुनिक निर्माता समान तकनीकों का उपयोग नहीं करते हैं और वेल्डिंग प्रक्रियाओं की उत्पादकता बढ़ाने की कोशिश करते हैं।
सीमित आवेदन 2 तरीके मिले: एक मोटा इलेक्ट्रोड के साथ वेल्डिंग और तीन चरण चाप निर्वहन के साथ भागों में शामिल हो। हालांकि, उनमें से दोनों के फायदे से अधिक नुकसान हैं, उनमें से वेल्डर की तेज थकान, द्रव्यमान आयाम और कम उत्पादकता में वृद्धि हुई है।
अगली विधि स्नान में आर्क वेल्डिंग है। धातुओं की पिघलने दो कारकों से प्रभावित होती है: स्नान में अतिरंजित तरल धातु द्वारा उत्पन्न विद्युत चाप और गर्मी से गर्मी। वेल्डिंग नीचे से शुरू होती है, जबकि वेल्डेड भागों के निचले किनारों को पिघल जाता है। प्रक्रिया के बहुत अंत तक, स्नान में धातु पिघला हुआ राज्य में रहना चाहिए। इस मामले में, वेल्ड संलयन एक स्तर पर होता है जो वेल्डेड उत्पादों की सतह से थोड़ा अधिक होता है। बढ़ी उत्पादकता इलेक्ट्रोड के उपयोग के माध्यम से हासिल की जाती है, जो लौह युक्त पाउडर से ढकी होती है।